

NX CAM 2.5D倒角編程 – 2017/12/15
15
十二月
在NX11的編程工法裡除了孔倒角以外,並沒有所謂的「倒角工法」,那麼在NX裡倒角該用哪一種工法呢?
其實在NX裡很多工法都能有倒角的功能,本篇先以2.5D工法倒角做示範,3D曲面倒角敬請期待續篇。
註記: 步驟1 步驟2 步驟3
如有3D可以按圖加工,但3D中如果沒有倒角,這樣都屬於過切!
『以下3D無倒角時,屬於過切用法…』
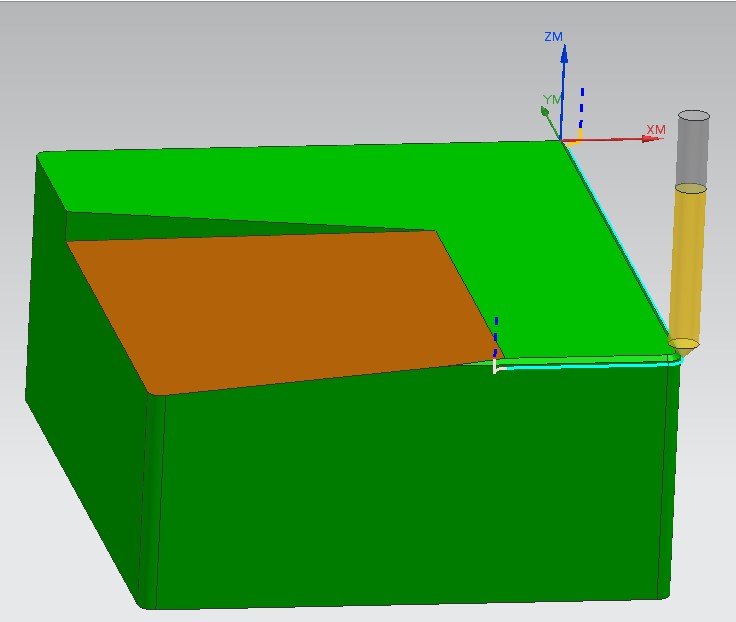
『以下3D無倒角時,屬於過切用法…』
倒角大致分以下幾種情形:
在平面上已有繪製倒角邊線:
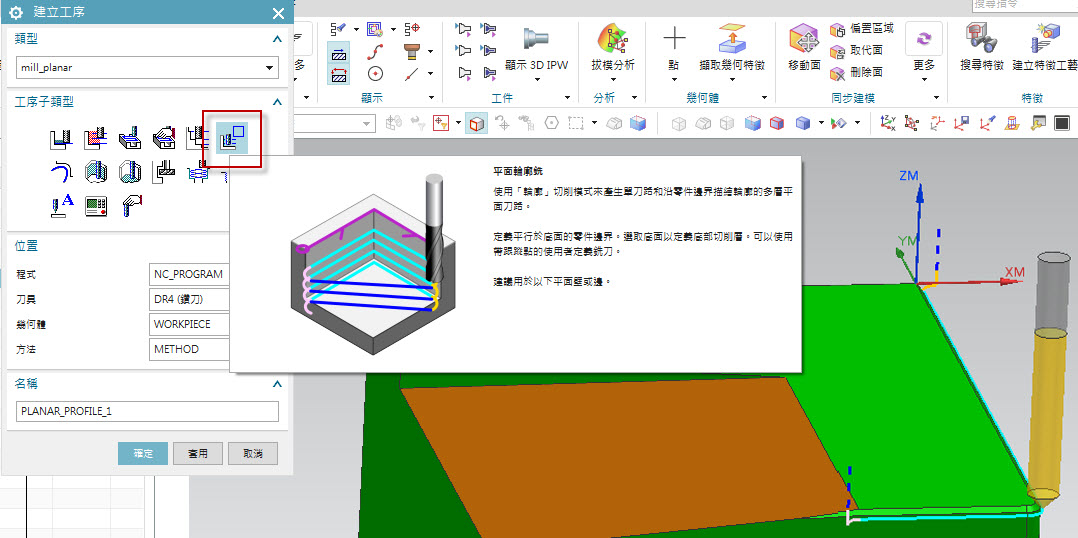
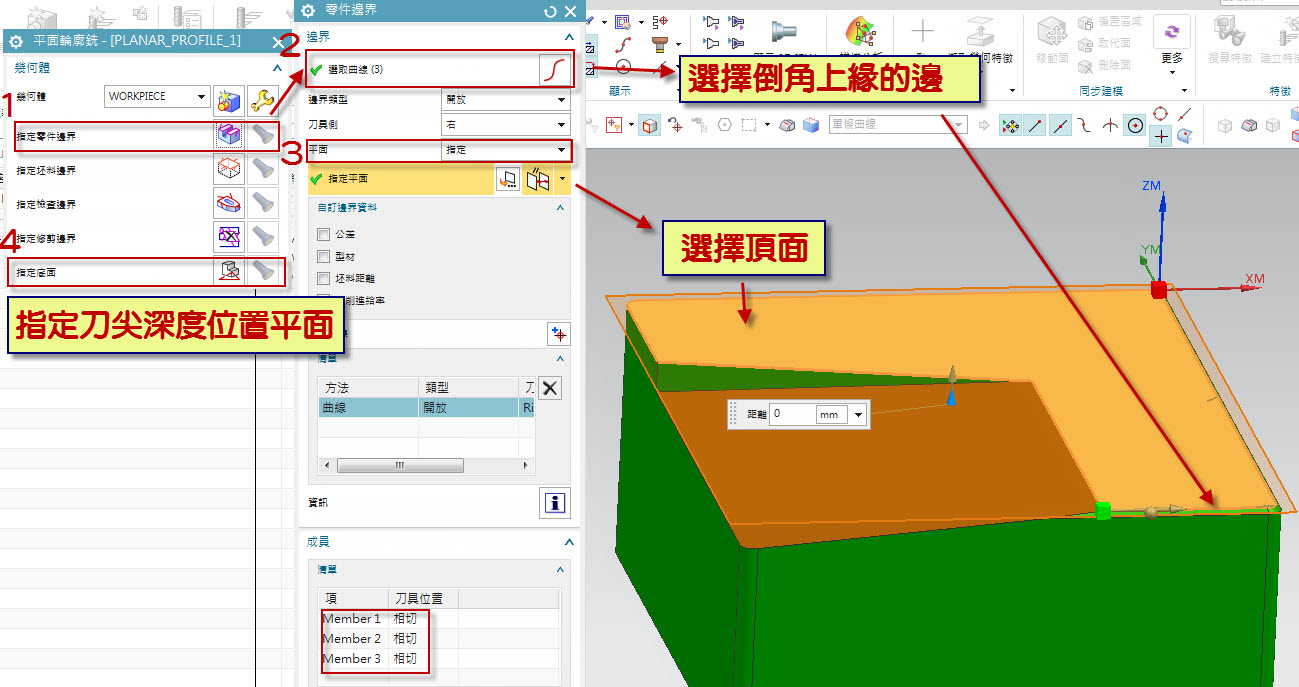
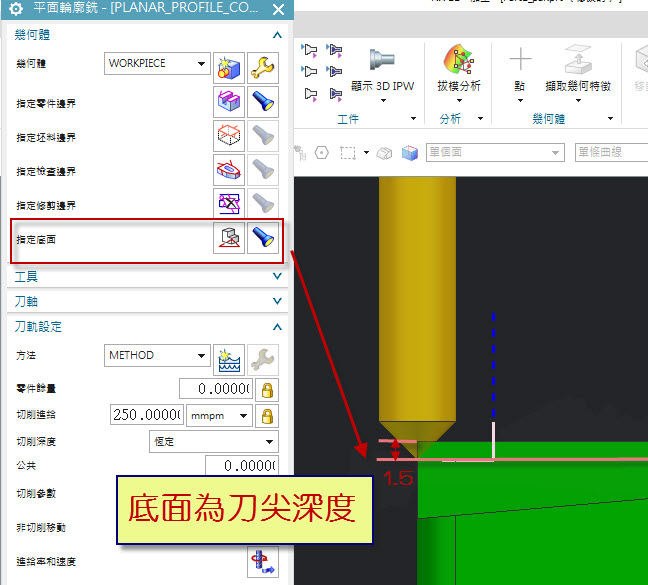
此時可選用「MILL_PLANAR」 裡「平面輪廓銑」的工序,依序設定
(1) 「零件邊界」為倒角上緣的邊,依據邊界類型,設定【開放/封閉】邊界,及刀具位置在邊界的左側/右側,刀具位置設為相切
(2)「平面」為倒角面頂面
(3)「底面」則為刀尖深度位置平面,可自行依加工需求定義,即可完成倒角路徑。
在平面上已有繪製倒角邊線:
此時可選用「MILL_PLANAR」 裡「平面輪廓銑」的工序,依序設定
(1) 「零件邊界」為倒角上緣的邊,依據邊界類型,設定【開放/封閉】邊界,及刀具位置在邊界的左側/右側,刀具位置設為相切
(2)「平面」為倒角面頂面
(3)「底面」則為刀尖深度位置平面,可自行依加工需求定義,即可完成倒角路徑。
在平面上並未繪製倒角邊線(過切用法):
有時工件上在未繪製倒角造型處仍需倒角,則同樣可選用「MILL_PLANAR」 裡「平面輪廓銑」的工序來進行倒角。
依序設定
(1) 「零件邊界」為欲倒角的邊線
(2) 「平面」為倒角面頂面
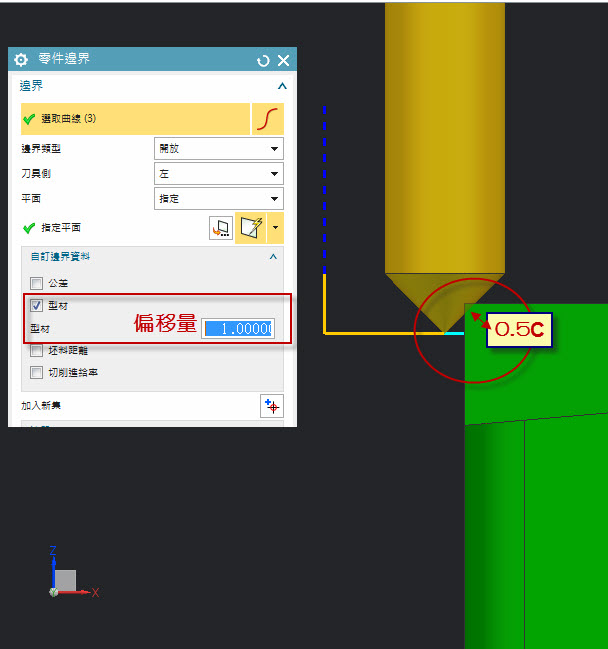
(3) 在下方「成員」欄位選取所有的邊界線,將「刀具位置」設置為「開」<開即為置中的意思>。
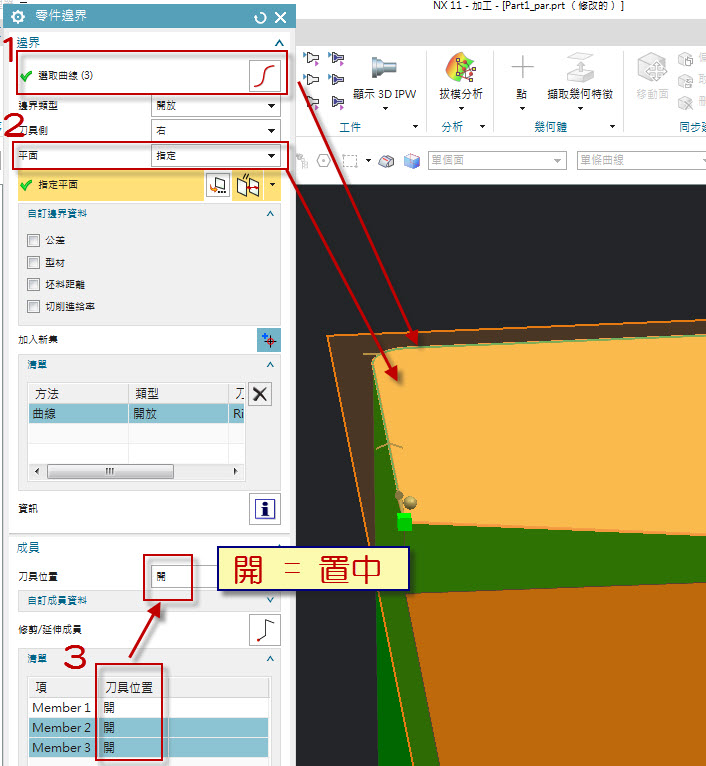
(4) 「底面」則為刀尖深度位置平面,此時產生路徑後會發現路徑為使用刀尖直接倒角,在加工中會造成刀尖受力較大,刀具較快損壞,故必須給予路徑偏移量,避開刀尖銑削的情形。
(5) 偏移量的設定若是直接在餘量設定是無法有作用的,必須回到「指定零件邊界」裡「自訂邊界資料」的「型材」設置偏移量。設定方式為假設倒角尺寸為0.5C,刀尖深度為1.5,那麼偏移量的設定為1.5-0.5=1 。
有時工件上在未繪製倒角造型處仍需倒角,則同樣可選用「MILL_PLANAR」 裡「平面輪廓銑」的工序來進行倒角。
依序設定
(1) 「零件邊界」為欲倒角的邊線
(2) 「平面」為倒角面頂面
(3) 在下方「成員」欄位選取所有的邊界線,將「刀具位置」設置為「開」<開即為置中的意思>。
(4) 「底面」則為刀尖深度位置平面,此時產生路徑後會發現路徑為使用刀尖直接倒角,在加工中會造成刀尖受力較大,刀具較快損壞,故必須給予路徑偏移量,避開刀尖銑削的情形。
(5) 偏移量的設定若是直接在餘量設定是無法有作用的,必須回到「指定零件邊界」裡「自訂邊界資料」的「型材」設置偏移量。設定方式為假設倒角尺寸為0.5C,刀尖深度為1.5,那麼偏移量的設定為1.5-0.5=1 。
在斜面上倒角:
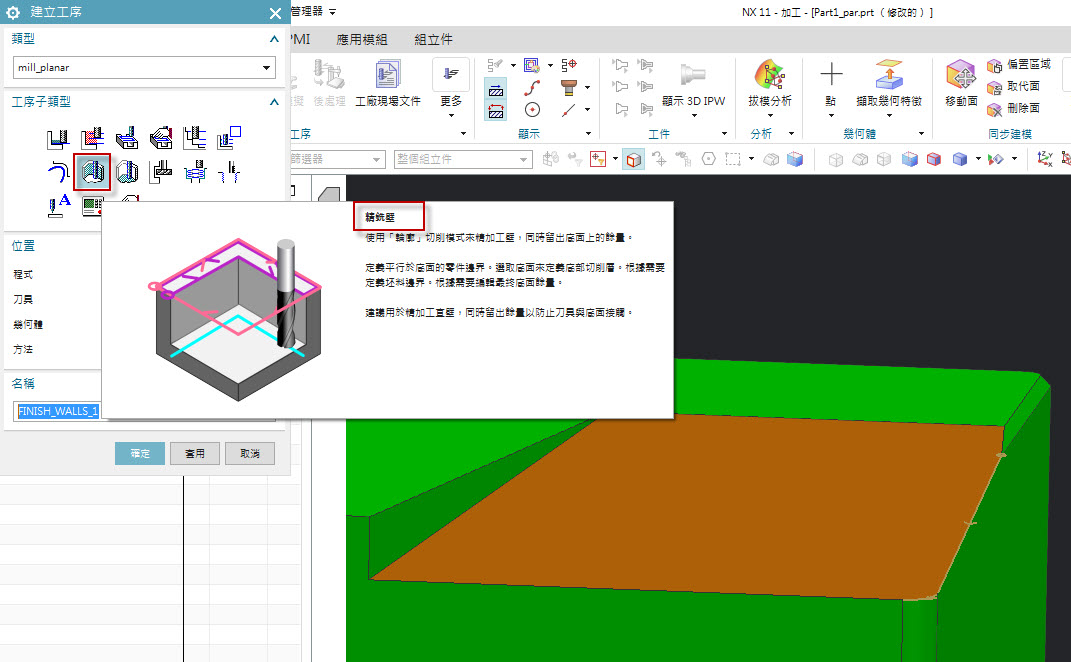
工件上倒角處若為傾斜面,則選用「MILL_PLANAR」 裡「精銑壁」的工序來進行倒角。
依序設定
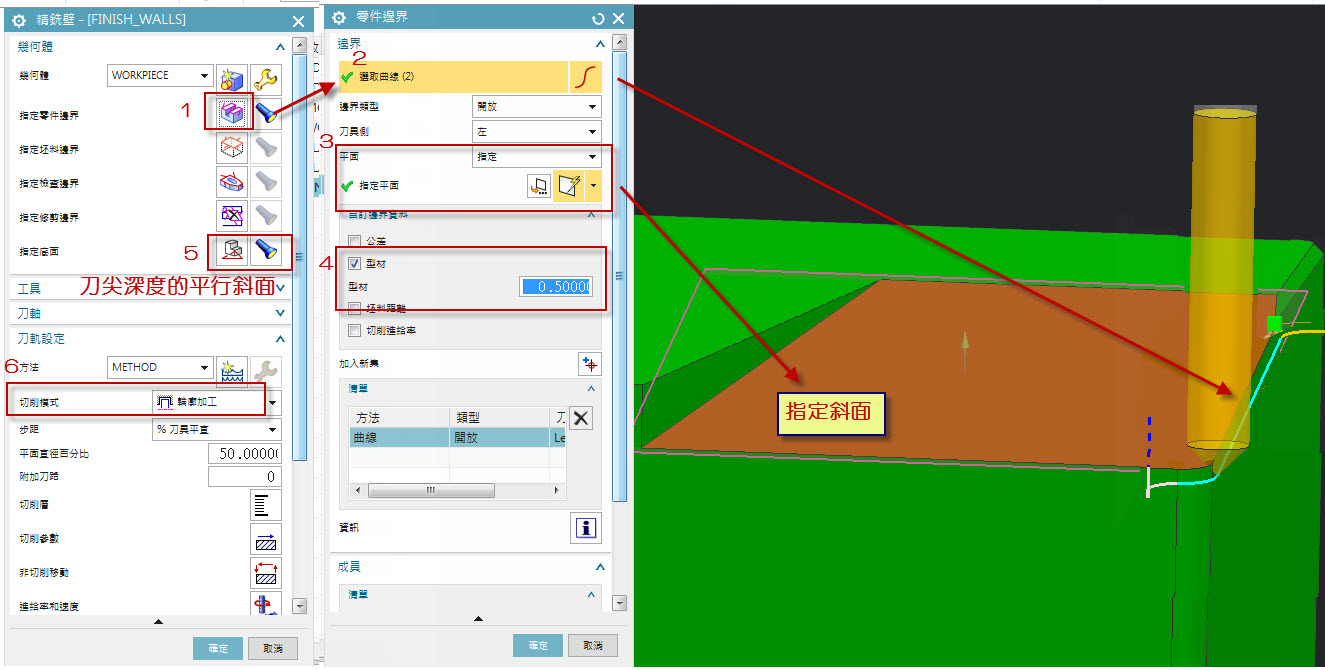
(1) 「零件邊界」為欲倒角的邊線,邊界線的設定分有無倒角邊界線,其方式如同上述1&2。
(2) 「平面」為倒角的傾斜頂面。
(3) 「底面」則為刀尖深度位置傾斜面,「切削模式」為「輪廓加工」,即可完成倒角路徑。
工件上倒角處若為傾斜面,則選用「MILL_PLANAR」 裡「精銑壁」的工序來進行倒角。
依序設定
(1) 「零件邊界」為欲倒角的邊線,邊界線的設定分有無倒角邊界線,其方式如同上述1&2。
(2) 「平面」為倒角的傾斜頂面。
(3) 「底面」則為刀尖深度位置傾斜面,「切削模式」為「輪廓加工」,即可完成倒角路徑。
陳靜如 Anna Chen